The following is my common basic order of building a stock VW Type 1 1600cc dual-pressure relief 8mm cylinder stud engine short block.
Assumptions Made:
- The case is ready to go with any modifications made.
- All internal case parts (crankshaft, camshaft, gears, etc.) are fully clean.
- All case hardware (washers, nuts, bolts, etc.) is clean and ready to go.
- You have all necessary tools, sealants, lubes, etc.
- You’ve test fitted certain parts, bearings, etc. and that all bores are ready.
Warning: This order/list is not necessarily inclusive, and assumes you’ve some experience doing an engine build of some kind. Follow at your own risk.
Step 1 – Case – Cleaning
New 0 Mile Case
- Make sure that it is completely clean. You can use something like Dawn dish detergent to scrub the inside and outside.
- Ensure that the case is completely rinsed out and that all detergents are removed from all surfaces and galleries.
- Blow compressed air through the case oil galleries to ensure all water is expunged. Let the case dry fully in the sun.
Previously Used Case
- Scrub the internal and external case with a solvent such as mineral spirits and a brass or plastic brush. Remove oil deposits, carbon build-up, and any prior gasket sealing material. (Do not damage any of the mating surfaces of the case.) Clean out oil passages with an appropriate brush.
- Wash the case with soapy water. You can use something like Dawn dish detergent to scrub the inside and outside.
- Take the case to a self-serve car wash and using their hot high pressure wash, go over the case again with this water to clean out any remaining debris and such from all surfaces.
- Blow compressed air through the case oil galleries to ensure all water is expunged. Let the case dry fully in the sun.
Builder’s Note 1: I have had some new magnesium cases arrive with what felt like cosmoline, or a similar product on them. I’ve used more than just Dawn at this time, usually a brief Simple Green degreaser and power wash, then followed by the Dawn detergent and a long term rinsing and drying.
Builder’s Note 2: With used original production cases, I go ahead and pull all of the oil gallery plugs and drill and tap them with NPT plugs. This presents a great opportunity to deep clean the bores if the case warrants it.
Step 2 – Case – Main Bearing Check
- Check the size of the bearing dowel pins. The dowel must be below 8mm. Larger pins will destroy the bearings and possibly the crank.
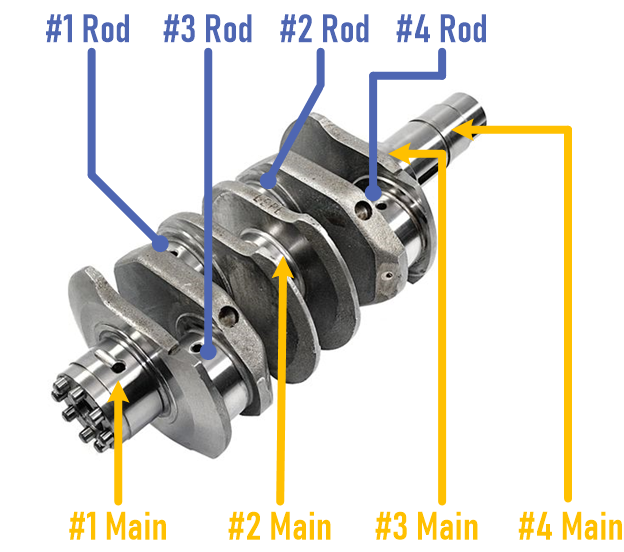
Side 3/4
- Insert the bearing dowel pins into the appropriate holes. 4 go in the 3/4 side of the case (Journal 1, Journal 2, Journal 3, Journal 4)
- Test each bearing out in their appropriate journals, ensuring tight fit and no movement once inserted onto the dowel.
- Check that all bearing oil channels match the journal oil gallery exit points. If not, you will need to slightly modify the bearing to over the oil hole to ensure oil has a free exit path to the channel.
- With a sharpie or scribe, mark the sides of the bearings along the journal mating surfaces as well as an indicating for were the dowel is. (This will assist in lining them up during installation of the crank into the case.)
Side 1/2
- Insert the bearing dowel pin into the appropriate journal.. 1 goes in the 1/2 side of the case (Journal 2).
- Test #2 bearing out in the appropriate journal.
Builder’s Note: I’ve never built an aftermarket aluminum case, but I’m told that the oil passages in the saddles not lining up with the bearing oil passage is often an issue. If this is a problem, the bearings need to be notched/modded with a rotary tool to allow for full oil flow to the bearing and then the crank. (Kaddie Shack TECH TV: VW Engine Bearings: Installation and Notching for Improved Oil Flow)
Step 3 – Crankshaft – End Play Check
- Place your flywheel down.
- Put some assembly lube on the inner diameter (ID) of #1 main bearing and install it on the crank.
- Place flywheel on crank and then install gland nut (tightened up only).
- Place vertically.
- With a feeler gauge, determine the distance between the #1 bearing and the journal wall/weight. Using different gauges, insert until a firm fit is made. Note this total number.
- Subtract .004 from that number. This will be the thickness needed in the 3 shims that are needed.
- Gather up the appropriate size shims, and using these 3 shims, and the .004″ feeler, place them back into the space you measured and you should have a firm fit. Set these shims aside as they will be needed during flywheel install and another end play check.
Builder’s Note: This is the method used in Volume 3 of the Bug Me Video series. I’ve done it both ways but have started doing a test now to see if ultimately, it makes much difference later with the results.
Step 4 – Crankshaft – Gear and Bearing Assembly
- Take the #3 main bearing and add assembly lube to the ID.
- Install the larger of the the 2 crank woodruff keys.
- Install the timing gear over the woodruff, with the 2 timing marks towards the crank pulley. (You will need to heat up the gear, or use a press to install onto the shaft.)
- Install the spacer over the woodruff key.
- Install the distributor gear over the woodruff. (You will need to heat up the gear, or use a press to install onto the shaft.)
- Install the circlip onto the ridge it locks into.
- Install #4 main bearing with the groove towards the flywheel.
- Install oil slinger concave side facing the crank pulley.
- Install the final smaller woodruff key for the crank pulley.
Step 5 – Crankshaft – Connecting Rods
- Install the rod bearings into each part of the rod.
- Noting the rod journals and which way they’ll face once placed into the case half, apply assembly lube to each rod bearing and install each rod onto the appropriate journal.
- Apply loctite thread sealant to the bolt ends or nuts and install the full rod.
- Lightly tighten the bolts or nuts, depending on the style of rod. The tang portion of the rod bearings should always face down. (Note: Not all rods have a mark to indicate top, but tangs always go down towards the cam.)
- Make sure all rods freely move around their journals.
- Torque the rod bolts/nuts to the final 25lbs/foot amount. (Verify the torque settings for the setup.)
- If using stock style with rod nuts, peen the nut into the rod.
Step 6 – Crankshaft – Install Into Block
- Remove flywheel from crankshaft. Set it and gland nut aside.
- Holding rods 1 and 2, set the crank into the block, aligning the bearings with the dowel pins. The marks made on the bearings with the sharpie help to place these.
- Set the other half of the #2 bearing onto the appropriate journal and look for any play. It will lock down if every other bearing is locked down onto their respective dowel pins. If not, adjust as necessary.
- The crankshaft should freely rotate with all bearings locked in.
- Remove the #2 bearing and insert it into the 1/2 side of the case.
Step 7 – Case – Install Camshaft Bearings
- On Case 3/4 side, install the thrust bearing into the appropriate cam journal.
- Install the next larger bearing into the #2 cam journal.
- Install the next larger bearing into the #3 cam journal.
- Repeat for the 1/2 side of the case. (Double Trust bearings will require modification.)
Builder’s Note: I typically use Double Thrust bearings which require a mod to the cam saddle or to the bearing itself.
Step 8 – Case – Install Distributor Pinion Gear / Distributor
Preparation – Prior to installation, make sure the gear spins freely within the case, especially if a new case or new gear. If not, lightly sand the gear’s case surface until it does. Make sure it is completely clean before installation.
- Coat the 2 distributor washers with lithium grease or assembly lube.
- Place them on the base of the mount point and drop the pinion gear into the case into the washers.
- Check for smooth movement.
- Install the distributor spring.
- Install the distributor clamp onto the case.
- Install distributor.
Builder’s Note 1: Some people install this after the case is sealed. I prefer to check it and fully lube it prior to case sealing.
Builder’s Note 2: The spring could be installed now, or later with final installation of the distributor.
Step 9 – Case – Install Lifters
- Lube up the shafts of 4 lifters with assembly lube and place into the the 3/4 side of the case.
- Lube up the shafts of the remaining 4 lifters with assembly lube and place into the the 1/2 side of the case. (You will need to be lock these in with lifter clips so they do not fall out.)
- Coat the lifter faces with a high zinc concentration assembly lube such as Cam-Shield Assembly Paste or ZDDP Plus Paste.
Step 10 – Camshaft – Install Camshaft
- Coat the camshaft bearings with the high zinc concentration assembly lube.
- Coat the camshaft lobes with the high zinc concentration assembly lube.
- Place the camshaft into the bearings, being careful to insert the camshaft’s gear’s timing mark between the two timing marks on the crankshaft timing gear.
- Rotate the crankshaft to ensure that the camshaft rotates with it and does not jump out of the bearings.
Step 11 – Case Internal Lubrication
- Make sure there is plenty of assembly lube on the journals, bearings, cam gear, distributor gear, distributor pinion gear, etc
Step 12 – Verify distributor
- Ensure the distributor rotor is properly at #1 TDC where you want it to be.
- Document this for your records to assist with valve adjustments and accuracy.
Step 12 – Case
- Install the 6 case o-rings onto the main case bolts.
- Using Permatex Aviation Form-A-Gasket No. 3 Sealant, coat the cam plug’s groove on the 3/4 side of the case. (Do not get sealant into oil galleries.)
- Insert the cam plug into the appropriate groove.
- Coat the 3/4 case side’s mating surfaces with sealant, making sure that none gets into any oil galleries or inside of the case. Make sure all surfaces have a coating of sealant.
- Slowly drop the 1/2 side of the case down onto the case bolts, allowing the 1 and 2 rods to come up through the cylinder bores.
- Ensure case halves seal.
Step 13- Oil Pump Installation
- Coat the inner oil pump gasket with a light coating of Gasgacinch sealant and place it onto the case over the studs.
- Insert the pump into the case, ensuring the gear locks into the camshaft.
- Coat the outer oil pump gasket with a light coating of Gasgacinch sealant and place it onto the pump surface over the studs.
- Place the oil pump cover plate onto the studs.
- Place the 4 oil pump sealing nuts onto the studs and hand tighten.
Step 14 – Case – Sealing
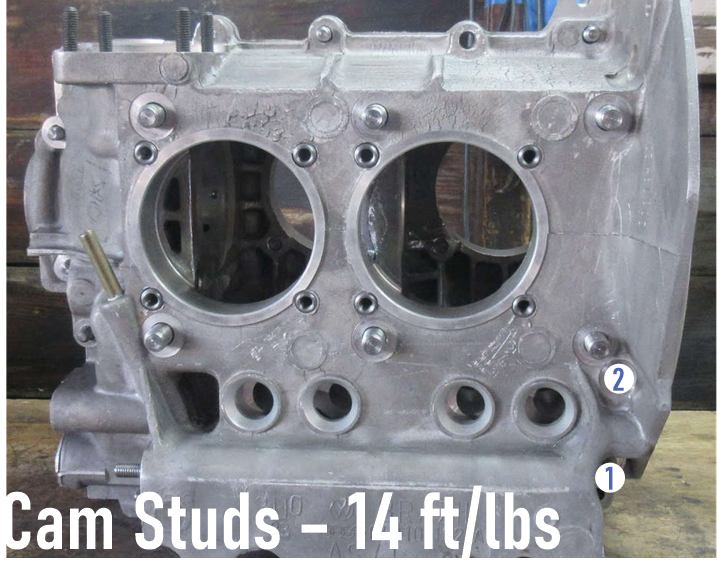
- Coat the 2 13mm cam area washers with sealant and place on studs.
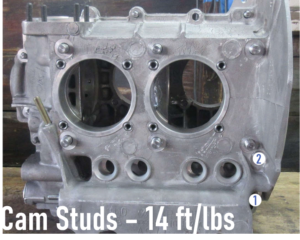
- Place the 2 13mm nuts on and torque to 14 ft/lbs.
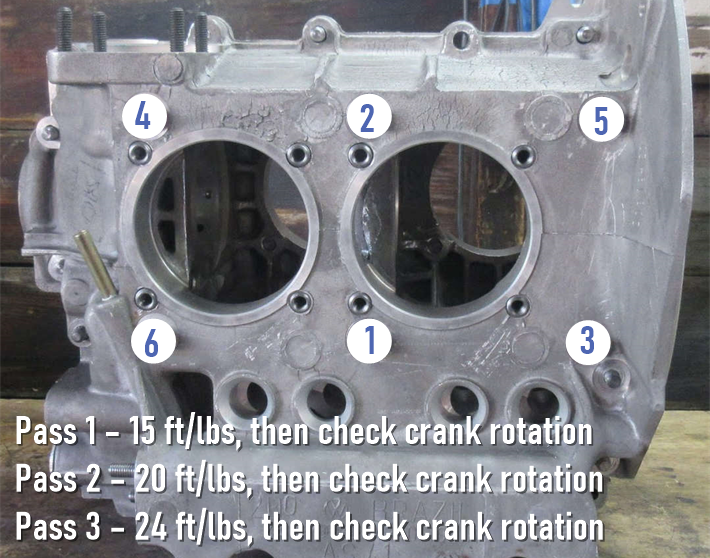
- Coat the 7 17mm case stud washers with sealant and place on studs.
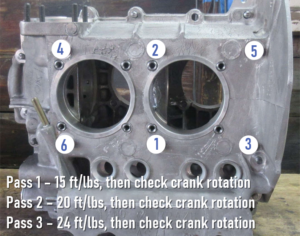
- Place the 6 17mm case nuts and hand tighten then torque per the sequence above image to 15ft/lbs.
- Check the rotation of the crankshaft. It should rotate freely.
- Torque per the sequence above image to 20ft/lbs.
- Check the rotation of the crankshaft. It should rotate freely.
- Torque per the sequence above image to 24ft/lbs for final torque.
- Check the rotation of the crankshaft. It should rotate freely.IMPORTANT NOTE: If at any time the rotation check is problematic, the case needs to come apart and the bearings, dowels, etc. need to be checked again as something is preventing free movement of the crankshaft.
- Coat the remaining 13mm washers with sealant and install on the nuts/bolts along the perimeter of the case.
- Torque these to 14lbs/ft.
- Torque the oil pump plate nuts to 14lbs/ft.
Step 15- Case – Oil strainer and cover plate
- Place the first gasket onto the 6 oil pump studs.
- Install the oil strainer onto the studs and sump pickup tube.
- Place the second gasket onto the 6 oil pump studs over the strainer.
- Place the sump cover plate one.
- Place the 6 small copper crush gaskets and 6 acorn nuts onto the studs. Torque to 5ft/lbs.
- Place the oil drain copper crush gasket and oil drain plug into the plate. Torque to 25ft/lbs.
Step 16- Case – Pressure Valves
- Squirt some oil into the 2 bores.
- Lube up the long oil pressure relief piston and spring with assembly lube and insert into the pressure relief bore (at the crank pulley side).
- Lube up the smaller oil pressure regulator piston and spring with assembly lube and insert into the bore (at the flywheel side).
- Place a crush gasket onto the screws and tighten them up snuggly to just crush the gasket.
Continue on to Long Block Assembly.
Updated 2020-06-22